УТВЕРЖДАЮ:
________________________
[Наименование должности]
________________________
________________________
[Наименование организации]
________________/[Ф.И.О.]/
«____» ____________ 20__ г.
ДОЛЖНОСТНАЯ ИНСТРУКЦИЯ
Гальваника 3-го разряда
1. Общие положения
1.1. Настоящая должностная инструкция определяет и регламентирует полномочия, функциональные и должностные обязанности, права и ответственность гальваника 3-го разряда [Наименование организации в родительном падеже] (далее - Компания).
1.2. Гальваник 3-го разряда назначается на должность и освобождается от должности в установленном действующим трудовым законодательством порядке приказом руководителя Компании.
1.3. Гальваник 3-го разряда относится к категории рабочих и подчиняется непосредственно [наименование должности непосредственного руководителя в дательном падеже] Компании.
1.4. Гальваник 3-го разряда отвечает за:
1.5. На должность гальваника 3-го разряда назначается лицо, имеющее среднее профессиональное образование по данной специальности и стаж работы не менее 1 года.
1.6. В практической деятельности гальваник 3-го разряда должен руководствоваться:
1.7. Гальваник 3-го разряда должен знать:
1.8. В период временного отсутствия гальваника 3-го разряда его обязанности возлагаются на [наименование должности заместителя].
2. Должностные обязанности
Гальваник 3-го разряда осуществляет следующие трудовые функции:
2.1. Гальваническое покрытие наружных и внутренних поверхностей изделий и деталей сложной конфигурации с труднодоступными для покрытия местами.
2.2. Размерное хромирование и никелирование по 8 — 10 квалитетам деталей машин, приборов, двигателей, электрорадиоаппаратуры и агрегатов.
2.3. Установка несложных дополнительных анодов.
2.4. Гальванопластическое изготовление сложных деталей для электровакуумных приборов и алмазного инструмента.
2.5. Наращивание медных и никелевых покрытий определенной толщины.
2.6. Сернокислотное и хромокислотное оксидирование.
2.7. Самостоятельное приготовление электролитов и растворов.
2.8. Нейтрализация и регенерация отработанных электролитов и растворов.
2.9. Рациональное использование вместимости ванн, установление и поддержание заданных режимов их работы.
2.10. Определение качества гальванической обработки деталей на промежуточных операциях и готовой продукции внешним осмотром, измерительным и контрольным инструментами, механическими и химическими способами.
2.11. Подналадка и регулировка ванн.
2.12. Эматалирование защитное и декоративное деталей средней сложности.
В случае служебной необходимости гальваник 3-го разряда может привлекаться к выполнению обязанностей сверхурочно, в порядке, предусмотренном законодательством.
3. Права
Гальваник 3-го разряда имеет право:
3.1. Знакомиться с проектами решений руководства предприятия, касающимися его деятельности.
3.2. Вносить на рассмотрение руководства предложения по совершенствованию работы, связанной с обязанностями, предусмотренными настоящей должностной инструкцией.
3.3. Сообщать непосредственному руководителю обо всех выявленных в процессе исполнения своих должностных обязанностей недостатках в производственной деятельности предприятия (его структурных подразделений) и вносить предложения по их устранению.
3.4. Запрашивать лично или по поручению непосредственного руководителя от руководителей подразделений предприятия и специалистов информацию и документы, необходимые для выполнения своих должностных обязанностей.
3.5. Привлекать специалистов всех (отдельных) структурных подразделений Компании к решению возложенных на него задач (если это предусмотрено положениями о структурных подразделениях, если нет – с разрешения руководителя Компании).
3.6. Требовать от руководства предприятия оказания содействия в исполнении своих должностных обязанностей и прав.
4. Ответственность и оценка деятельности
4.1. Гальваник 3-го разряда несет административную, дисциплинарную и материальную (а в отдельных случаях, предусмотренных законодательством РФ, - и уголовную) ответственность за:
4.1.1. Невыполнение или ненадлежащее выполнение служебных указаний непосредственного руководителя.
4.1.2. Невыполнение или ненадлежащее выполнение своих трудовых функций и порученных ему задач.
4.1.3. Неправомерное использование предоставленных служебных полномочий, а также использование их в личных целях.
4.1.4. Недостоверную информацию о состоянии выполнения порученной ему работы.
4.1.5. Непринятие мер по пресечению выявленных нарушений правил техники безопасности, противопожарных и других правил, создающих угрозу деятельности предприятия и его работникам.
4.1.6. Не обеспечение соблюдения трудовой дисциплины.
4.2. Оценка работы гальваника 3-го разряда осуществляется:
4.2.1. Непосредственным руководителем - регулярно, в процессе повседневного осуществления работником своих трудовых функций.
4.2.2. Аттестационной комиссией предприятия - периодически, но не реже 1 раза в два года на основании документированных итогов работы за оценочный период.
4.3. Основным критерием оценки работы гальваника 3-го разряда является качество, полнота и своевременность выполнения им задач, предусмотренных настоящей инструкцией.
5. Условия работы
5.1. Режим работы гальваника 3-го разряда определяется в соответствии с правилами внутреннего трудового распорядка, установленными в Компании.
5.2. В связи с производственной необходимостью гальваник 3-го разряда обязан выезжать в служебные командировки (в том числе местного значения).
С инструкцией ознакомлен __________/____________/«____» _______ 20__ г.
§ 12. Гальваник 2-й разряд
Характеристика работ.
Гальваническое покрытие с наружной и внутренней стороны простых изделий и деталей с прямыми и криволинейными плоскостями, имеющими впадины и выступы. Гальваническое лужение. Гальванопластическое изготовление простых и средней сложности изделий для электровакуумных приборов. Подготовка деталей к гальваническому покрытию. Загрузка ванн химикатами по установленной рецептуре. Изоляция поверхности деталей и изделий, не подлежащих покрытию. Регулирование гальванических процессов по приборам и заданным режимам. Снятие бракованного покрытия. Составление по установленным рецептам электролитов и растворов под руководством гальваника более высокой квалификации. Защитное эматалирование деталей и изделий простой конфигурации.
Должен знать:
принцип действия электролитных ванн; основные виды гальванических покрытий и основы электролиза; основы электроники и электрогамии в пределах выполняемой работы; режимы гальванических покрытий деталей и изделий; правила подвода дополнительных анодов; способы изоляции поверхностей деталей и изделий, не подлежащих гальваническому покрытию; свойства кислот, щелочей и цианистых солей; назначение и условия применения специальных приспособлений и контрольно-измерительных приборов и инструментов.
Примеры работ
1. Арматура паровых машин и турбин (парозапорные клапаны, смазочные насосы, тахометры, вентильные коробки, редукционные клапаны) - оксидирование.
2. Воронки, вилки, вешалки, башмаки, подвески, краники, крючки, капельницы - никелирование.
3. Гайки, краны водопроводные, оправы термометров, рупоры, пружины плоские и спиральные - никелирование с двумя подслоями (матовое).
4. Детали крепежные для изделий системы кондиционирования воздуха, электровентиляторов - защитное эматалирование.
5. Детали бытовой электроосветительной арматуры средней сложности - декоративное гальваническое покрытие.
6. Детали приборов - анодирование.
7. Детали керамические - гальваническое покрытие.
8. Детали надводных трапов кораблей, трапов подводных лодок, детали ограждения для трапов, скобы, коуши, обушки, таллеры - оцинкование с пассивизацией.
9. Детали электро- и радиоаппаратуры (экраны, панели, каркасы, кожухи, фигурные кронштейны) - оцинкование с пассивизацией.
10. Доски фирменные, планки отличительные, шкалы стальные - хромирование.
11. Козырьки, отбойные листы, решетки кольцевые в системах кондиционирования и судовой вентиляции - защитное эматалирование.
12. Кольца уплотнительные, крепеж специальный, крышка - хромирование, оксидирование.
13. Кронштейны всех размеров с частичной изоляцией поверхностей - анодирование, оксидирование.
14. Листы, угольники, фланцы - химическое оксидирование.
15. Ниппели, угольники, экраны - кадмирование.
16. Планки, полосы, скобы и другие малогабаритные детали простой конфигурации - защитное эматалирование.
17. Сетки мелкоструктурные медные - изготовление гальванопластическим методом.
18. Фланцы, шайбы, шестерни всех размеров - никелирование с двумя подслоями, оцинкование с изоляцией мест, не подлежащих покрытию.
19. Цепи и проволока различного сечения - лужение гальваническое.
20. Шестерни и кольца различных размеров - никелирование.
21. Шурупы для крепления всех металлических деталей внутренней аппаратуры, винты рам, прутки оконные и предохранительных решеток; полосы, ручки и личники дверные цельнометаллические вагонов - гальваническое покрытие.
С 1 июля 2016 года работодатели обязаны применять профессиональные стандарты
, если требования к квалификации, которая необходима сотруднику для выполнения определенной трудовой функции, установлены Трудовым кодексом, федеральными законами или иными нормативно-правовыми актами (Федеральный закон от 2 мая 2015 г. № 122-ФЗ).
Для поиска утвержденных профстандартов минтруда РФ используйте
Единый тарифно-квалификационный справочник работ и профессий рабочих (ЕТКС), 2019
Часть №2 выпуска №2 ЕТКС
Выпуск утвержден Постановлением Минтруда РФ от 15.11.1999 N 45
(в редакции Приказа Минздравсоцразвития РФ от 13.11.2008 N 645)
Характеристика работ . Гальваническое покрытие с наружной и внутренней стороны простых изделий и деталей с прямыми и криволинейными плоскостями, имеющими впадины и выступы. Гальваническое лужение. Гальванопластическое изготовление простых и средней сложности изделий для электровакуумных приборов. Подготовка деталей к гальваническому покрытию. Загрузка ванн химикатами по установленной рецептуре. Изоляция поверхности деталей и изделий, не подлежащих покрытию. Регулирование гальванических процессов по приборам и заданным режимам. Снятие бракованного покрытия. Составление по установленным рецептам электролитов и растворов под руководством гальваника более высокой квалификации. Защитное эматалирование деталей и изделий простой конфигурации.
Должен знать: принцип действия электролитных ванн; основные виды гальванических покрытий и основы электролиза; основы электроники и электрогамии в пределах выполняемой работы; режимы гальванических покрытий деталей и изделий; правила подвода дополнительных анодов; способы изоляции поверхностей деталей и изделий, не подлежащих гальваническому покрытию; свойства кислот, щелочей и цианистых солей; назначение и условия применения специальных приспособлений и контрольно-измерительных приборов и инструментов.
Примеры работ
1. Арматура паровых машин и турбин (парозапорные клапаны, смазочные насосы, тахометры, вентильные коробки, редукционные клапаны) - оксидирование.
2. Воронки, вилки, вешалки, башмаки, подвески, краники, крючки, капельницы - никелирование.
3. Гайки, краны водопроводные, оправы термометров, рупоры, пружины плоские и спиральные - никелирование с двумя подслоями (матовое).
4. Детали крепежные для изделий системы кондиционирования воздуха, электровентиляторов - защитное эматалирование.
5. Детали бытовой электроосветительной арматуры средней сложности - декоративное гальваническое покрытие.
6. Детали приборов - анодирование.
7. Детали керамические - гальваническое покрытие.
8. Детали надводных трапов кораблей, трапов подводных лодок, детали ограждения для трапов, скобы, коуши, обушки, таллеры - оцинкование с пассивизацией.
9. Детали электро- и радиоаппаратуры (экраны, панели, каркасы, кожухи, фигурные кронштейны) - оцинкование с пассивизацией.
10. Доски фирменные, планки отличительные, шкалы стальные - хромирование.
11. Козырьки, отбойные листы, решетки кольцевые в системах кондиционирования и судовой вентиляции - защитное эматалирование.
12. Кольца уплотнительные, крепеж специальный, крышка - хромирование, оксидирование.
13. Кронштейны всех размеров с частичной изоляцией поверхностей - анодирование, оксидирование.
14. Листы, угольники, фланцы - химическое оксидирование.
15. Ниппели, угольники, экраны - кадмирование.
16. Планки, полосы, скобы и другие малогабаритные детали простой конфигурации - защитное эматалирование.
17. Сетки мелкоструктурные медные - изготовление гальванопластическим методом.
18. Фланцы, шайбы, шестерни всех размеров - никелирование с двумя подслоями, оцинкование с изоляцией мест, не подлежащих покрытию.
19. Цепи и проволока различного сечения - лужение гальваническое.
20. Шестерни и кольца различных размеров - никелирование.
21. Шурупы для крепления всех металлических деталей внутренней аппаратуры, винты рам, прутки оконные и предохранительных решеток; полосы, ручки и личники дверные цельнометаллические вагонов - гальваническое покрытие.
Характеристика работ . Гальваническое покрытие наружных и внутренних поверхностей изделий и деталей сложной конфигурации с труднодоступными для покрытия местами. Размерное хромирование и никелирование по 8 - 10 квалитетам деталей машин, приборов, двигателей, электрорадиоаппаратуры и агрегатов. Установка несложных дополнительных анодов. Гальванопластическое изготовление сложных деталей для электровакуумных приборов и алмазного инструмента. Наращивание медных и никелевых покрытий определенной толщины. Сернокислотное и хромокислотное оксидирование. Самостоятельное приготовление электролитов и растворов. Нейтрализация и регенерация отработанных электролитов и растворов. Рациональное использование вместимости ванн, установление и поддержание заданных режимов их работы. Определение качества гальванической обработки деталей на промежуточных операциях и готовой продукции внешним осмотром, измерительным и контрольным инструментами, механическими и химическими способами. Подналадка и регулировка ванн. Эматалирование защитное и декоративное деталей средней сложности.
Должен знать: устройство электролизных ванн; причины возникновения и разновидности коррозии металлов и способы предохранения от нее; особенности подготовительных и отделочных операций и их последовательность перед покрытием; материалы, применяемые в гальваностегии, и их основные свойства; вредные примеси в электролитах, их влияние на гальванические осадки и способы их удаления; рецептуру изоляционных паст; нейтрализацию и регенерацию отработанных электролитов и растворов; устройство универсальных и специальных приспособлений и контрольно-измерительных приборов и инструментов.
Примеры работ
1. Бачки и цилиндры разнообразные, котлы для пищи, мясорубки, самовары, кипятильники и другие емкости - лужение гальваническое, оцинкование, кадмирование и никелирование.
2. Бачки, крышки, оси стальные - трехслойные покрытия с изоляцией отдельных мест с применением дополнительного анода.
3. Валики ступенчатые, втулки, маховики, штоки разных размеров - хромирование и никелирование.
4. Валы - наращивание меди на посадочных участках для восстановления их размеров.
5. Детали игрушек - никелирование.
6. Детали приборов - покрытие драгоценными металлами с определением контрольной массы (привеса).
7. Детали насыщения кондиционеров, воздухораспределителей, диффузоров - защитное эматалирование.
8. Детали светильников - декоративное покрытие медью.
9. Детали цилиндрические различные (пальцы, кольца, втулки) - наращивание стали, меди и хрома с целью восстановления размеров.
10. Жалюзи воздухораспределительные, раструбы концевые, трубы различной конфигурации в системах кондиционирования судовой вентиляции - защитное эматалирование.
11. Звездочки для цепных передач разных размеров - хромирование.
12. Изделия бытового назначения - защитное и декоративное эматалирование.
13. Инструмент измерительный (калибры резьбовые, скобы) - хромирование.
14. Колеса рабочие, диффузоры к электровентиляторам (сварные и клепаные) - защитное эматалирование.
15. Кольца зубчатые с внутренними шлицами - хромирование с проверкой покрытия на пористость и прочность.
16. Кольца поршневые - пористое хромирование, меднение.
17. Корзины хозяйственные, подставки, захваты для банок, мыльницы проволочные - никелирование, оцинкование.
18. Корпуса, каркасы, обшивки к каркасам, каплеотделители в сборе для изделий системы кондиционирования воздуха (сварные и клепаные) - защитное эматалирование.
19. Крестовины прибора - серебрение под калибр.
20. Кожухи и платы алюминиевые различной электро- и радиоаппаратуры - анодирование.
21. Лепестки, контакты, штепсельные гнезда, штыри контактные - серебрение.
22. Обтекатели - покрытие с дополнительными анодами.
23. Отстойники, решетки автомашин, головки вентиляторов, рупоры мегафонов - никелирование с внутренней обработкой.
24. Пресс-формы и пуансоны простой конфигурации - хромирование с изоляцией и простыми дополнительными анодами.
25. Рамки взрывозащитные для кинескопов - никелирование (подслои), оцинкование и пассивирование.
26. Сетки различного вида (кроме мелкоструктурной) и фиксаторы для специальных электронно-лучевых трубок - изготовление гальванопластическим методом.
27. Ступицы, маховики и рукоятки к ним, панели пультов управления к металлорежущим станкам - хромирование, полирование.
28. Трубы диаметром до 200 мм - гальваническое покрытие.
29. Трубы и баллоны - никелирование.
30. Фары и прожекторы - серебрение гальваническое для повышения отражения света.
31. Циферблаты часов - пассивирование.
32. Цоколи, штырьки, стержни, фланцы различных электровакуумных приборов - никелирование.
33. Якоря сердечников и сердечники реле локомотивов - гальваническое покрытие.
Характеристика работ . Гальваническое покрытие наружных и внутренних поверхностей сложных изделий и деталей с различными толщинами стенок и с большим числом переходов сечений. Многослойное износостойкое, защитно-декоративное покрытие, покрытие драгоценными металлами и сплавами. Размерное хромирование и никелирование по 6 - 8 квалитетам деталей машин, приборов, матриц, камер. Гальванопластическое изготовление сложных деталей для электровакуумных приборов с нанесением контактного слоя редких металлов методом катодного распыления в вакууме. Изготовление сложного алмазного прецизионного инструмента методом гальванопластики и гальваностегии. Графитирование деталей двигателей, требующих приработки, под давлением. Регулировка электрических схем включения приборов. Твердое оксидирование. Кадмирование с последующим фосфатированием. Размерное покрытие латунью металлической арматуры для формовых резинотехнических изделий. Эматалирование защитное и декоративное деталей и изделий сложной конфигурации.
Должен знать: устройство и правила обслуживания ванн различных типов, пусковых и регулирующих приборов; виды, назначение, способы и режимы всевозможных гальванических покрытий; назначение и монтаж навесок, экранов и дополнительных электродов для различных видов гальванических покрытий; корректировку и способы составления электролитов и растворов; схемы подключения ванн к источникам тока; устройство, назначение и условия применения контрольно-измерительных инструментов.
Примеры работ
1. Валы - мерное покрытие с изоляцией и покрытие под скобу.
2. Валы цилиндрические - наращивание стали с целью восстановления поверхности.
3. Детали механизма часов наручных - золочение, никелирование, оксидирование, кадмирование.
4. Детали машин крупные - цветное оксидирование.
5. Детали приборов, работающих в коррозионной среде и при высоких температурах (пирометрические приборы) - наращивание черного хрома.
6. Детали самолетов и судовых изделий из магниевых и алюминиевых сплавов - декоративное оксидирование в разные цвета.
7. Детали светильников из стали - меднение с последующим оксидированием в разные цвета.
8. Детали электровакуумных приборов - декоративное хромирование, размерное покрытие.
9. Долбяки, резьбовые фрезы, пресс-формы сложной конфигурации - хромирование.
10. Знаки к пресс-формам - точное хромирование.
11. Калибры, штихмассы, скобы, лекала - восстановление хромированием.
12. Корпуса часов наручных - хромирование, золочение.
13. Матрицы и пуансоны сложной конфигурации - точное хромирование с использованием сложных анодов.
14. Поршни авиадвигателей - графитирование рабочей поверхности.
15. Поршни, золотники, штоки механизмов приборов - размерное хромирование.
16. Поршни, шатуны холодильных компрессоров, штампы, пресс-формы - нанесение этамаль-пленки толщиной 13 - 15 мк.
17. Посуда металлическая - многослойное покрытие благородными металлами и сплавами.
18. Рукоятки фасонные для приборных щитов, шкалы гравированные для приемников - защитное и декоративное эматалирование с последующей адсорбционной окраской в различные цвета.
19. Сетки мелкоструктурные с шагом 100 мкм для мишеней специальных электронно-лучевых трубок - изготовление гальванопластическим методом.
20. Схемы сложные, эстампы - защитное и декоративное покрытие эмаль-пленками с нанесением двухцветного и многоцветного изображения технического и художественного содержания.
21. Схемы, таблички к вентиляторам, кондиционерам - защитное и декоративное покрытие.
22. Трубы диаметром свыше 200 мм - гальваническое покрытие.
23. Трубы биметаллические волноводные - гальваническое покрытие.
24. Фиксаторы оконные, подстаканники, основание предохранительных решеток, полочки туалетные, жалюзи цельнометаллических вагонов и вагонов электросекций - гальваническое покрытие.
25. Циферблаты часов - золочение, серебрение, тонирование, никелирование, оксидирование знаков.
26. Шкалы для приборов - изготовление гальваническим способом (позитивы и негативы).
Характеристика работ . Гальваническое покрытие всех видов сложных по конфигурации изделий и деталей с большим числом переходов. Восстановление деталей реактивных и поршневых самолетов и их агрегатов всеми видами покрытия хромом, в том числе пористым и точечным хромом. Размерное хромирование и никелирование деталей по 5 квалитету. Хромирование деталей, требующих установки дополнительных анодов; изменение пространственного положения анодов и деталей в процессе хромирования. Глубокое оксидирование. Изготовление сложного алмазного прецизионного инструмента методом гальванопластики и гальваностегии. Выполнение комплекса операций по изготовлению биметаллических пластин и мелкоструктурных масок для цветных кинескопов. Выполнение работ по наращиванию гальванических сплавов. Наладка, регулировка и участие в ремонте обслуживаемого оборудования.
Должен знать: кинематические, электрические схемы в пределах выполняемой работы и конструкцию всех типов гальванических ванн, регулирующих и автоматических приборов и устройств; назначение, режим и способы выполнения всех видов гальванических покрытий; монтаж и включение дополнительных анодов; основы химии, электрохимии и электротехники в пределах выполняемой работы; правила наладки и регулирования контрольно-измерительных инструментов.
Примеры работ
1. Втулки главных шатунов авиадвигателей - покрытие сплавом олово-свинец с сохранением гиперболической поверхности.
2. Гильзы цилиндров двигателей - восстановление пористым и точечным хромом.
3. Детали электропреобразователей вертолетов - размерное хромирование.
4. Кулачки, кулачковые валики и шайбы - хромирование профильное с наращиванием слоя хрома по всему профилю.
5. Обоймы подшипников, авиадвигателей и их агрегатов - размерное хромирование.
6. Подшипники скольжения - бинарное антифрикционное покрытие.
7. Штоки, валы, пресс-формы - пористое хромирование.
При покрытии электрохимическим составом олово-висмут интегральных схем разной степени интеграции и других изделий радиоэлектронной техники - 6-й разряд.
Гальванические клетки – это простые клетки, которые генерируют электричество через электрохимические процессы. Почти все клетки подобно гальваническому элементу являются генераторами электрического тока. Их используют буквально во всех гаджетах: от пультов дистанционного управления для автомобильных аккумуляторов и инверторов.
В электрохимических клетках происходят окислительно-восстановительные реакции. Электрохимическая ячейка может работать в двух режимах, как:
При подключении источника энергии во внешнюю цепь ячейки электроэнергия будет превращаться в химическую, и в ячейке будет происходить электролиз. Анод электролитической ячейки положительный, катод отрицательный. Анод притягивает анионы из раствора. Как в гальванической, так и в электролитической ячейке окисление происходит на аноде, а электроны идут от анода к катоду.
Для информации. Гальванический элемент – это источник электрического тока, а электролизер – потребитель электрического тока.
Гальваническая пара устанавливается в разных контейнерах, соединенных через солевой мост или пористую секцию.
В гальванической ячейке анод является отрицательным электродом, так как при окислении электроны остаются на электроде. Атомы металла отдают электроны и превращаются в положительно заряженные ионы. Оставшиеся на электроне делают анод отрицательно заряженным, и поток электронов идет от анода через провод к катоду. Катод гальванической ячейки является ее положительным терминалом.
На этих электродах происходят химические реакции: окислительная – на аноде, восстановительная – на катоде.
Редокс-реакция в гальванической клетке является спонтанной реакцией. По этой причине гальванические элементы обычно используются в качестве батарей. Благодаря реакции гальванических клеток, происходит подача энергии, которая используется для выполнения работы.
Электрические аккумуляторы – это гальванические элементы с перезарядкой. С помощью внешнего источника энергии их можно перезаряжать. Работа такого устройства проходит в виде следующих электродных процессов:
Для этого аккумуляторная батарея подсоединяется к внешнему источнику тока таким образом, что к клемме «анод» подается отрицательный полюс, а к клемме «катод» – положительный. Когда два полюса батареи соединяются друг с другом при посредстве какого-либо проводника электричества, происходит явление – гальванический ток.
Гальванический элемент преобразует химическую энергию в электрическую. Что из себя представляет гальванический ток? Гальванический ток – это непрерывный ток, обладающий довольно низким напряжением и низким постоянным уровнем интенсивности. Гальванический ток представляет собой лишь частный случай явления электрического тока.
Гальваника включает две электрохимические технологии:
Гальванопластика и гальваностегия отличаются способами подготовки поверхности перед осаждением на нее металла.
Гальванопластика – это химический метод формирования металлических деталей точных копий моделей. Метод был изобретен Мориц фон Якоби в России в 1838 году и сразу же был принят для применения в полиграфии и некоторых других областях. Процесс, используемый в гальванопластике, представляет собой электроосаждение (гальванопара погружается в раствор, называемый электролитом).
С помощью гальванопластики производят точную копию любого предмета, имеющего неровную поверхность, будь то:
В искусстве метод применяется для создания бронзовых скульптур. В печати гальванопластика стала стандартным способом получения пластин для печати.
Гальваностегия – электрохимическая технология покрытия одного металла другим, более устойчивым в механическом и химическом отношении. К примеру, сталь покрывают хромом, никелем, медь – никелем, серебром или другими металлами.
Для информации. Алюминий на практике другими металлами не покрывают.

Гальванирование позволяет делать такие вещи, как:
Благодаря этой технологии, может использоваться любая структура, подверженная воздействию атмосферы. Например, если взять простую сталь, а затем её гальванизировать, то этим можно значительно уменьшить расходы и при этом обеспечить долгосрочную защиту оборудования и материала от коррозии.
Гальванизация осуществляется путем погружения чистых стальных изделий в ванну из расплавленного цинка. Гальванические ванны для горячего цинкования имеют такой вид, как показано на изображении ниже. При погружении металла в ванну начинается сложное взаимодействие металла с компонентами раствора.

Электролитическое оцинкование образует тонкое блестящее покрытие. Для гальванизации применяются гальванические ванны – резервуары для горячего цинкования в расплавленном состоянии. В этом случае наносится гальваническое покрытие более толстым слоем, в результате получается тускло-серый цвет. Например, для монтажа щитового оборудования уличного исполнения покупают оцинкованные винты, шайбы и гайки.
В оцинкованной стали цинк находится только на поверхности. Поэтому при разрезе оцинкованной стали можно видеть её «незащищенную» часть. Тем не менее, одна из полезных особенностей цинкования заключается в том, что открытая сталь на самом деле не начнет ржаветь, пока весь цинк не будет окислен. Цинк действует как «жертвенный анод», защищающий сталь. Таким образом, можно поцарапать оцинкованную стальную деталь, сверлить отверстия и т. д. Материал будет по-прежнему оставаться устойчивым к коррозии в течение довольно значительного периода времени.

Для информации. Оцинкованная сталь – это сталь, у которой поверхность покрыта тонким слоем цинка. Последний обеспечивает защиту материала от коррозии. Нержавеющая сталь – это совершенно другой класс материала. Это сталь, смешанная с хромом. При воздействии на атмосферу хром на поверхности образует тонкую защитную пленку из оксида хрома, которая защищает основной материал от дальнейшего окисления. Поскольку хром распределен по всей поверхности, то материал можно сверлить, резать и т. д.
Гальваноразвязка обеспечивает изоляцию между электрическими цепями. Есть две причины для обеспечения изоляции:
Для информации. Гальваноразвязка – это принцип выделения функциональных участков электрических систем. В качестве примера может выступать трансформатор с гальванически развязанным входом и выходом.

Гальваника – часто используемый способ изменения поверхностных свойств металлов. Процесс гальваники включает в себя использование электрического тока для мобилизации катионов металла от электрода, погруженного в раствор. Наиболее распространенные причины для гальванизации являются:

Гальваническое покрытие применяется для повышения износостойкости, коррозионной защищенности, эстетических качеств. Благодаря гальванике, достигается снижение стоимости изделий из драгоценных металлов, например, золота, улучшение свойств материала. Например, покрытие хромом стали углерода обеспечивает прочность и химическую стойкость поверхности материала.
Предпосылки к появлению гальванических элементов. Немного истории. В 1786 году итальянский профессор медицины, физиолог Луиджи Алоизио Гальвани обнаружил интересное явление: мышцы задних лапок свежевскрытого трупика лягушки, подвешенного на медных крючках, сокращались, когда ученый прикасался к ним стальным скальпелем. Гальвани тут же сделал вывод, что это — проявление «животного электричества».
После смерти Гальвани, его современник Алессандро Вольта, будучи химиком и физиком, опишет и публично продемонстрирует более реальный механизм возникновения электрического тока при контакте разных металлов.
Вольта, после серии экспериментов, придет к однозначному выводу о том, что ток появляется в цепи из-за наличия в ней двух проводников из разных металлов, помещенных в жидкость, и это вовсе не «животное электричество», как думал Гальвани. Подергивание лапок лягушки было следствием действия тока, возникающего при контакте разных металлов (медные крючки и стальной скальпель).
Вольта покажет те же явления, которые демонстрировал Гальвани на мертвой лягушке, но на совершенно неживом самодельном электрометре, и даст в 1800 году точное объяснение возникновению тока: «проводник второго класса (жидкий) находится в середине и соприкасается с двумя проводниками первого класса из двух различных металлов… Вследствие этого возникает электрический ток того или иного направления».

В одном из первых экспериментов Вольта опустил в банку с кислотой две пластинки — цинковую и медную — и соединил их проволокой. После этого цинковая пластина начала растворяться, а на медной стали выделяться пузырьки газа. Вольта предположил и доказал, что по проволоке протекает электрический ток.
Так был изобретён «элемент Вольта» — первый гальванический элемент. Для удобства Вольта придал ему форму вертикального цилиндра (столба), состоящего из соединённых между собой колец цинка, меди и сукна, пропитанных кислотой. Вольтов столб высотою в полметра создавал напряжение, чувствительное для человека.
Поскольку начало исследованиям положил Луиджи Гальвани, то и название сохранило память о нем в своем названии.
Гальванический элемент — это химический источник электрического тока, основанный на взаимодействии двух металлов и/или их оксидов в электролите, приводящем к возникновению в замкнутой цепи электрического тока. Таким образом, в гальванических элементах химическая энергия переходит в электрическую.
Гальванические элементы сегодня

Гальванические элементы сегодня называют батарейками. Широко распространены три типа батареек: солевые (сухие), щелочные (их называют еще алкалиновыми, «alkaline» в переводе с английского - «щелочной») и литиевые. Принцип их работы — все тот же, описанный Вольта в 1800 году: два металла , и во внешней замкнутой цепи возникает электрический ток.

Напряжение батарейки зависит как от используемых металлов, так и от количества элементов в «батарейке». Батарейки, в отличие от аккумуляторов, не способны к восстановлению своих свойств, поскольку в них происходит прямое преобразование энергии химической, то есть энергии составляющих батарейку реагентов (восстановителя и окислителя), в энергию электрическую.
Входящие в батарейку реагенты, в процессе ее работы расходуются, ток при этом постепенно уменьшается, поэтому действие источника заканчивается после того как реагенты прореагируют полностью.
Щелочные и солевые элементы (батарейки) широко применяются для питания разнообразных электронных устройств, радиоаппаратуры, игрушек, а литиевые чаще всего можно встретить в портативных медицинских приборах типа глюкометров или в цифровой технике вроде фотоаппаратов.

Марганцево-цинковые элементы, которые называют солевыми батарейками — это «сухие» гальванические элементы, внутри которых нет жидкого раствора электролита.
Цинковый электрод (+) — это катод в форме стакана, а анодом служит порошкообразная смесь из диоксида марганца с графитом. Ток течет через графитовый стержень. В качестве электролита используется паста из раствора хлорида аммония с добавлением крахмала или муки для загущения, чтобы ничего не текло.
Обычно производители батареек не указывают точный состав солевых элементов, тем не менее, солевые батарейки являются самыми дешевыми, их обычно используют в тех устройствах, где энергопотребление крайне низко: в часах, в пультах дистанционного управления, в электронных термометрах и т. п.

Понятие "номинальная емкость" редко употребляется для характеристики марганцево-цинковых батареек, так как их емкость сильно зависит от режимов и условий эксплуатации. Основными недостатками этих элементов являются значительная скорость снижения напряжения на всем протяжении разряда и значительное уменьшение отдаваемой емкости при увеличении тока разряда. Конечное разрядное напряжение устанавливают в зависимости от нагрузки в интервале 0,7-1,0 В.
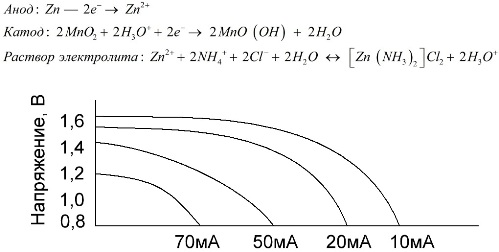
Важна не только величина тока разряда, но и временной график нагрузки. При прерывистом разряде большими и средними токами работоспособность батареек заметно увеличивается по сравнению с непрерывным режимом работы. Однако при малых разрядных токах и многомесячных перерывах в работе емкость их может снижаться в следствии саморазряда.
Выше на графике изображены разрядные кривые для средней солевой батарейки за 4, 10, 20 и 40 часов для сравнения с щелочной, о которой речь пойдет далее.
Щелочной элемент питания — марганцево-цинковый гальванический элемент питания, в котором в качестве катода используется диоксид марганца, в качестве анода — порошкообразный цинк, а в качестве электролита — раствор щёлочи, обычно в виде пасты гидроксида калия.
Эти батарейки обладают целым рядом преимуществ (в частности, существенно большей ёмкостью, лучшей работой при низких температурах и при больших токах нагрузки).

Щелочные батарейки, в сравнении с солевыми, могут обеспечивать больший ток в течение длительного времени. Больший ток становится возможным, поскольку цинк здесь используется не в виде стакана, а в виде порошка, обладающего большей площадью соприкосновения с электролитом. В качестве электролита применяется гидрооксид калия в виде пасты.

Именно благодаря способности данного вида гальванических элементов в течение длительного времени отдавать значительный ток (до 1 A), щелочные батарейки наиболее распространены в настоящее время.
В электрических игрушках, в портативной медицинской технике, в электронных приборах, в фотоаппаратах — всюду применяются щелочные батарейки. Они служат в 1,5 раза дольше солевых, если разряд идет малым током. На графике изображены разрядные кривые при различных токах для сравнения с солевой батарейкой (график был приведен выше) за 4, 10, 20 и 40 часов.
Литиевые батарейки
Еще одним достаточно распространенным видом гальванических элементов являются литиевые батарейки - одиночные неперезаряжаемые гальванические элементы, в которых в качестве анода используется литий или его соединения. Благодаря использованию щелочного металла они обладают высокой разностью потенциалов.

Катод и электролит литиевого элемента могут быть очень разными, поэтому термин «литиевый элемент» объединяет группу элементов с одинаковым материалом анода. В качестве катода могут использоваться например: диоксид марганца, монофторид углерода, пирит, тионилхлорид и др.
Литиевые батарейки отличается от других элементов питания высокой продолжительностью работы и высокой стоимостью. В зависимости от выбранного типоразмера и используемых химических материалов, литиевый элемент питания может производить напряжение от 1,5 В (совместим с щелочными батареями) до 3,7 В.
Эти элементы питания обладают наивысшей емкостью на единицу массы и длительным временем хранения. Литиевые элементы широко применяются в современной портативной электронной технике: для питания часов на материнских платах компьютеров, для питания портативных медицинских приборов, наручных часов, калькуляторов, в фототехнике и т. д.
На графике выше приведены разрядные кривые для двух литиевых батареек от двух популярных производителей. Начальный ток составлял 120 мА (на резистор порядка 24 Ома).







